-

Regulatory Compliance
Support GMP, GDP, and other industry requirements
-
Controlled Environments
Maintain stable temperature and climate conditions
-
Full Traceability
Track inventory and batches with complete transparency
-
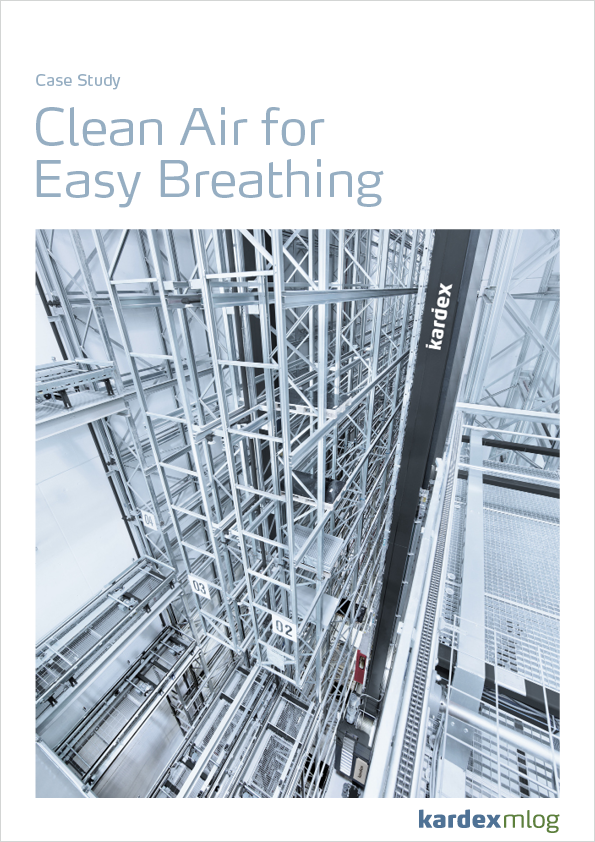
Space Optimization
Recover valuable floor space with high-density storage
-
Reliable Material Flow
Keep production and distribution processes moving
-

On-Time Fulfillment
Ensure products are available when and where needed
Regulatory Compliance
Support GMP, GDP, and other industry requirements
Controlled Environments
Maintain stable temperature and climate conditions
Full Traceability
Track inventory and batches with complete transparency
Space Optimization
Recover valuable floor space with high-density storage
Reliable Material Flow
Keep production and distribution processes moving
On-Time Fulfillment
Ensure products are available when and where needed



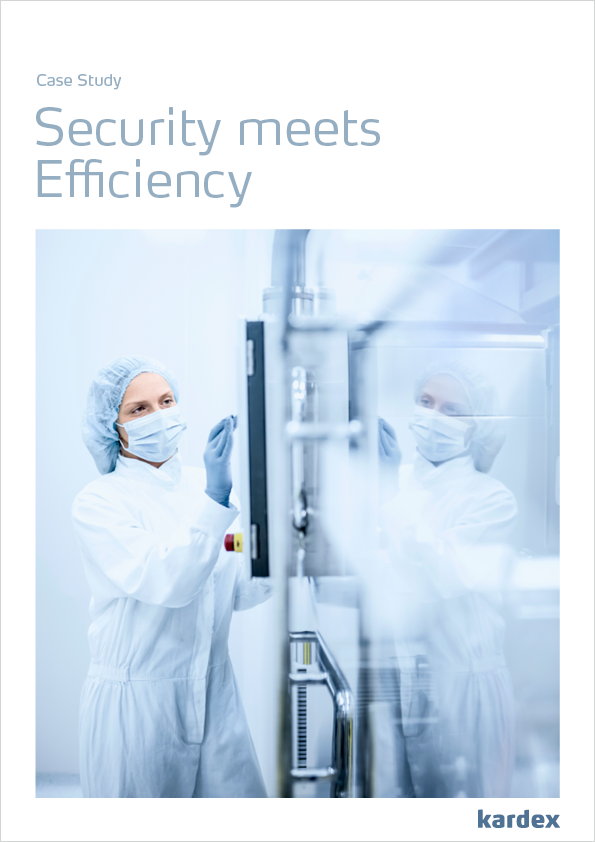

Clean Room
Our clean room solutions ensure that your storage environment meets the highest cleanliness standards, with clean room classifications ranging from EN-ISO 5 to 8 (with 5 available on request). These solutions are equipped with features such as positive or negative pressure control, optimised airflow, clean room airlocks, and pallet changers, all designed to preserve the integrity of your clean room environment.

Temperature-Controlled Storage
Transporting and storing temperature-sensitive goods can be challenging. A growing number of items, especially in the pharmaceutical and food & beverage industries, require precise, constant storage temperatures. With our extensive experience, we understand your strict industry guidelines and offer reliable temperature-controlled storage solutions to help you meet them.
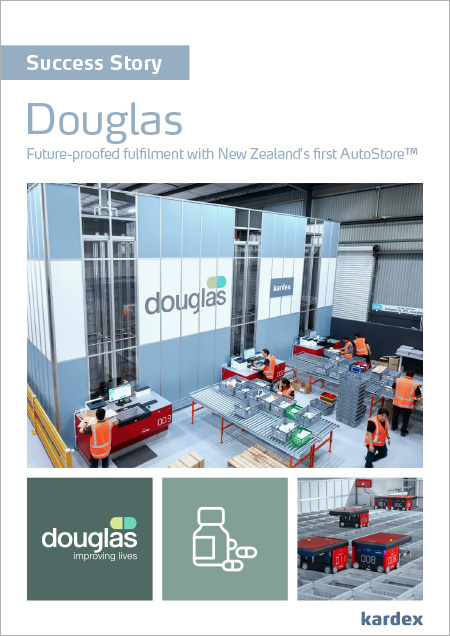
Explore Critical Factors in Pharmaceutical Storage
Learn how automated storage and material handling support compliance and traceability throughout pharmaceutical operations.